中国黄金矿产资源丰富。中国黄金协会发布的 《中国黄金年鉴 2021》显示,近年来中国黄金资源量 逐年稳定增长。按照新资源储量分类,截至 2020 年 底,全国黄金资源量为 14 727. 16 t。随着黄金矿产资 源不断被开发,尾矿量也逐年增长,2019 年、2020 年中 国黄金尾矿产量分别达到2.18亿t和2.10亿t。
虽然近几十年来尾矿资源综合利用一直在进行,但综合 利用率并不高,约为 26 % ,大多数尾矿堆存在尾矿库。尾矿堆存不仅会增加企业生产成本,同时还占用土地, 有着极大的安全环保风险。
2020 年 3 月,应急管理 部、国家发展改革委等八部委联合印发了《 防范化解尾 矿库安全风险工作方案》(应急〔2020〕15 号),提出原则上尾矿库数量只减不增。这对于尾矿利用率本就较 低的黄金企业来说,未来极有可能面临有矿生产、无库 堆存的窘境。
2019 年,国家发展改革委修订发布《 产业结构调 整指导目录(2019 年本) 》 ,在黄金领域,鼓励从尾矿及 废石中回收黄金,以及黄金冶炼有价元素高效综合利 用。2020 年最新修定的《 中华人民共和国固体废物污 染环境防治法》 中明确指出,国家鼓励和支持固体废物 产生单位研究开发固体废物综合利用、集中处置等新 技术,推动固体废物污染环境防治技术的发展;从事固 体废物综合利用等固体废物污染环境防治工作的企 业,依照法律、行政法规规定,享受税收优惠。
尽管黄金尾矿的综合利用仍然存在许多难题,但近年来中国黄金行业积极响应国家生态文明建设要求,不断转变 发展方式、优化产业结构,黄金尾矿利用率正在稳步提 升。本文从黄金行业不同提金工艺产生的尾矿类型入手,介绍了金矿石氰化尾渣、金精矿氰化尾渣、堆浸氰化尾渣及浮选尾矿的综合利用,为黄金行业尾矿的处理和利用提供参考。
氰化尾矿综合利用
金矿石氰化尾渣
氰化法是金矿石提金的主要工艺。全泥氰化提金法是指将金矿石全部磨碎泥化制成矿浆( - 0. 074 mm 粒级占 90 % ~ 95 % ),先进行氰化浸出,再进行活性 炭吸附—电解金泥—熔炼提纯。氰化物用量与金浸出率密切相关。由于该工艺中须使用氰化物, 产生大量的氰化尾渣,对环境产生危害。金矿石氰化 尾渣中通常含有可回收的铜、铁、锌、铅等元素,回收的精矿及有价金属回收后的尾渣均可作为资源重新 利用。
针对新疆某金矿全泥氰化—炭吸附 提金工艺产生的氰化尾渣进行有价物质铜回收研究, 选用 Na2 SO3 + ZnSO4 作为锌硫矿物的抑制剂、PAC 作为铜矿物捕收剂,采用一粗一精二扫闭路试验流 程,获得的铜精矿铜品位 15. 27 % 、铜回收率 8. 55 % , 金品位 8. 32 g / t、金回收率 23. 46 % ,实现了金矿石氰化尾渣中铜矿物的综合回收。
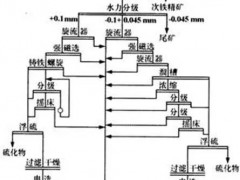
以云南某 金银铁多金属氧化矿石氰化尾渣为研究对象,根据其 化学组分、物相组成、粒度分布等分析结果,确定采用分级脱泥—弱磁选—强磁选工艺进行处理;在最佳工 艺条件下,获得了产率为 8. 49 % 、TFe 品位为 64. 15 % 的磁铁精矿和产率为 18. 32 % 、TFe 品位为 52. 57 % 的 褐铁精矿,磁选 TFe 总回收率达到 45. 54 % 。该工艺 实现了氰化尾渣中铁的高效回收利用,资源综合利用 水平得到提升。
金矿石中伴生硫元素可作为有价物质进行回收利用。何辉等针对河南某氰化尾渣的特点进行了 试验研究,采用三精两扫的浮选流程,获得了品位为 40. 21 % 、回收率高达 91. 44 % 的硫精矿,并对硫精 矿中金属元素进行除杂处理。从该氰化尾渣中浮选 出的硫精矿,可以作为自制硫酸的原料,充分做到了 资源的二次利用,不仅降低了生产成本,而且对环境 无污染,实现了矿山效益最大化。
金矿石氰化尾渣的建材化利用研究成为近年来 的研究热点。长春黄金研究院有限公司对吉林省某 金矿氰化尾渣中矿物赋存形态和污染物组成特性进 行分析研究,开发出了一种大掺量氰化尾渣制备轻集 料生产工艺,经深度净化处理后,产生的轻集料产品 中有害物质和可浸出重金属含量等满足 HJ 1091— 2020 《固体废物再生利用污染物防治技术导则》要求。
采用金矿石氰化尾渣为主要原料, 配以膨润土、钠长石、氯化钙、煤粉等辅料,利用高温 氯化焙烧法制备陶粒,为氰化尾渣的建材化应用提供 一定的参考价值。
以某全泥氰化尾渣 (主要含石英、长石、硫铁矿) 为原料,通过优化烧结 条件,获得了综合性能较好的陶瓷制品。
铁炭微电解工艺现已被广泛研究,用于处理高浓 度有机工业废水、含砷废水、含重金属离子废水等,但目前使用的原料价格较贵,限制了铁炭微电解技术的 推广应用。
以氰化尾渣为原料,采用煤基直接还原焙烧技术原位制备铁炭微电解填料,并将其应用于模拟废水的处理,实现“ 以废治废” 的目的。
金精矿氰化尾渣
针对难处理金矿一般采用浮选预富集—浮选金精矿预处理—氰化浸出工艺。金精矿氰化尾渣 中金、银品位较高,且通常含有铜、铁、铅等金属元素, 以及硫、硅等非金属元素,所以金精矿氰化尾渣主要 是通过优化尾渣浮选工艺来回收可用金属,提高氰化 尾渣利用效果。
通过对某金矿现场工艺和氰化尾渣 组成的全面研究,采用浮选工艺综合回收金精矿氰化 尾渣中铜及金,取得了较好的经济效益,实现了综合 回收的目的。
对金精矿氰化尾渣浮选回 收铅、银进行了研究,针对浮选精矿中铅品位较低的问题,采用高矿浆浓度下添加某新型药剂预先搅拌处 理—浮选精矿低浓度再选工艺,有效消除了泡沫发黏 的负面影响,减少泡沫夹带影响,增强了二次富集作 用,提高了精矿质量;该工艺投产后铅精矿品位提高 了 9. 44 百分点,铅回收率提高了 12 百分点,银回收 率提高了 20. 17 百分点,全年增效 90 万元以上,取得 了较好的经济效益。
针对某金精矿氰化 尾渣采用混合浮选、铜硫分离浮选、铜铅分离浮选工 艺处理,产出硫精矿、铜精矿、铅精矿,实现了氰化尾 渣中有价元素的高效综合回收,为低品位多金属氰化 尾渣的综合回收提供技术指导。
通过对金精矿氰化尾渣分析可知,金、银品位高 是由于大部分金、银以显微和微细粒状态被包裹在黄 铁矿、砷黄铁矿等硫化矿物中,或部分被脉石矿物包 裹,而通过常规磨矿很难使金、银解离或暴露,因此氰 化浸出指标低,导致氰化尾渣中金、银品位仍然很高。
采用两段焙烧法处理浮选精矿氰化尾渣, 可以有效提高尾渣中单体裸露、半裸露自然金的含 量,通过添加混合药剂焙烧及加入助浸剂再磨,极大 提高了金、银的浸出率。
开展了某金精 矿氰化尾渣工艺矿物学研究,查明了尾渣的成分、矿 物相对含量、硫化矿物特征、金的赋存状态及其粒度 特征,并分析了提金工艺存在的问题,提出了优化工 艺的技术措施和有价元素综合利用研究思路,为提高 金精矿氰化尾渣有价金属综合利用提供依据。
堆浸氰化尾渣
堆浸工艺是黄金行业重要的提金工艺,该方法适用于低品位矿石大规模处理,经济实用。堆浸流程是对矿石进行破碎,将破碎的矿石铺在高密度聚乙烯或聚氯乙烯膜衬垫上,喷洒硫酸或稀释的氰化溶液等浸出溶剂,将金溶解在母液中,然后通过沉淀、熔炼 / 电解冶炼和吸附法回收金属。
然而,堆浸氰化尾渣不仅会对环境造成污染,而且会对人和动物健康造成威胁 。
对青海省滩间山金矿堆浸尾渣进行化 学成分及物相分析,采用浮选—焙烧—氰化—电解工 艺获得了金回收率为70.77 %、含金64.72 g/t 的浮 选精矿。堆浸氰化尾渣资源再利用无需采矿及粗碎 矿石,日处理量可达 150 ~ 200 t,直接经济效益显著。
针对云南大理某金矿堆浸尾渣( 金品位 平均 0. 75 g / t 左右,主要以自然金形式存在,部分金 产于泥质中,部分半包裹—包裹于褐铁矿及磁 / 赤铁 矿中,自然金粒度微细,为 0. 003 ~ 0. 03 mm) 在常规 磨矿下金难解离,不利于金浸出率提高的问题,采用 全泥氰化—炭浆提金法进行有价金属金、银的回收, 实现了尾矿资源的二次利用。
针对梭罗沟金矿堆浸尾渣存在回收率 低,粒度分布不均匀,细泥含量高的特点,通过对比 3 种不同氰化浸出工艺,最终确定采用堆浸尾渣浮 选—浮选尾矿全泥氰化浸出工艺进行处理,为该堆浸 尾渣资源再利用的生产实践提供了理论依据。
对采用原矿破碎—氰化堆浸—活性炭 吸附工艺流程中产生的大量氰化尾渣进行提金工艺 优化,最终获得了金品位为 94. 88 g / t、金回收率为 89. 68 % 的金精矿。该氰化尾渣的回收利用减轻了环境污染,有效提高了资源利用率。
长春黄金研究院有限公司针对江西某企业堆浸 尾渣开展了污染物特性分析、产品工艺矿物学考查、 堆浸尾渣无害化及资源化利用等工作,开发出了一种 可行技术,对现有生产工艺进行技术改造。以堆浸尾 渣为原料,无害化淋洗后,通过可行的利用工艺,回收 尾渣中有价物质,降低氰化物含量,分选出的各粒级 砂石经鉴别后,在满足相关环境影响风险评估、产品及 污染控制要求的条件下,可作为建材原料使用。
浮选尾矿综合利用
在金矿处理过程中常采用浮选工艺,富集获得金 精矿,浮选尾矿作为一般工业固体废物处理。由于浮 选尾矿中仍存在有价金属,以及石英、云母、长石等脉 石矿物,浮选尾矿的二次利用对实现资源利用最大化 十分重要。
对江西一元公司金矿浮选尾矿进行 工艺矿物学研究,确定了金(品位为0.70 g/t)为主要 回收元素。以多硫化钠为硫化剂,经一粗二精三扫, 最终获得Au品位13.25 g/t、Au回收率57.16 %的 金精矿,为浮选尾矿综合利用提出了新方案。
对焦家金矿浮选尾矿进行分级,粗粒级再磨再 选、细粒级再选综合回收工艺,有效提高了尾矿金品 位,带来较好的经济效益,减少了尾矿资源的浪费。
钨是一种稀有金属,白钨矿单独成矿少,多为伴 生矿或伴生其他矿物。
开展回收某金 矿浮选尾矿中钨的研究,通过对浮选柱工作参数和药 剂制度进行优化,实现从浮选尾矿中高效回收钨,使 尾矿资源得到了最大程度的利用。
对某 金矿浮选尾矿采用一粗两扫五精闭路流程,获得的钨 精矿WO3 品位为43.01 %、WO3 回收率为86.98 %。
石英与长石是浮选尾矿中含量较高的非金属矿 物,对其进行分离富集,可创造较大的经济价值并有 效提高资源综合利用率。
对某金矿浮选 尾矿中钾长石和石英进行回收再利用研究,最终获得 K2O品位6.47 %的钾长石精矿和SiO2 品位99.91 % 的石英产品,并用获得的石英进行玻璃烧制试验。该研究可为金矿浮选尾矿的回收利用提供新的思路,金 矿综合利用率达到 84. 13 % 。
采用磁选—脱泥—硫酸法处理新疆某 金矿浮选尾矿,获得高品位的铁精矿和石英精矿,回 收率分别达到 43. 40 % 和 70. 54 % ,其中石英精矿可 达到玻璃及陶瓷原料三级品的质量标准;该工艺在该 金矿开始进行半工业试验,可实现较大的经济利益和 较高尾矿综合利用率。
针对辽宁某金矿 浮选尾矿长石与石英伴生紧密且表面有铁质浸染的 问题,通过磁选去除铁,氢氟酸作为活化剂分离长石, 磨矿控制粒度在 0. 33 mm 以下,能够获得产率 39. 36 % , K2O品位9.62%、K2O回收率57.72%的长石精砂, 且满足陶瓷釉料用长石原料的质量标准。
对山东新城金矿浮选尾矿中绢云母回 收工艺进行了优化研究,确定十八胺与煤油作为捕收 剂、硫酸作为调整剂、水玻璃作为抑制剂的药剂组合, 经一粗一扫两精流程处理后,绢云母总回收率达到 65. 84 % 。
对太阳坪金矿浮选尾矿进行了 综合回收绢云母的研究,工艺流程为磁选 + 水力旋流 器分级,磁选除铁增加其白度,除铁后的浮选尾矿经 过旋流器分级,最终获得 Al2 O3 品位 23. 27 % 、回收 率 48. 18 % 的绢云母精矿;该工艺综合回收绢云母经 济效益显著,且减少了尾矿排放量,为类似金矿浮选 尾矿综合回收绢云母提供借鉴。
此外,黄金尾矿的主要化学成分与传统陶瓷相 似,利用其成分特点制备发泡陶瓷,不仅可以实现尾 矿的资源化利用,提高尾矿的利用率,还可以避免产 生二次污染。
以浮选尾矿为主要原料, SiC 作为发泡剂,高温制备发泡陶瓷。基于浮选尾矿的化学组成,研究了浮选尾矿制备水泥混 合材料的可行性。通过对尾矿掺入量的优化,制备水 泥的安定性、凝结时间等满足有关国家标准要求,这 一研究为浮选尾矿建材化利用提供了新方向。
以金矿尾矿为主要原料,粉煤灰等作为辅助 原料进行烧制陶粒的试验研究,通过对烧制条件的摸 索,成功制备了堆积密度为736 kg/m3、筒压强度为 4. 3 MPa、吸水率为 7. 9 % 的陶粒。
结论与展望
中国生态文明建设进入了以降碳为重点的战略 时期,实现减污降碳协同增效。黄金行业尾矿综合利 用一面连接减污,一面连接降碳,值得进行深入研究 和推广。目前,国内不少科研学者对黄金尾矿综合利 用进行了工艺探索和实践,但仍需要进行更加深入的 研究。
1)提高黄金尾矿整体利用率,以回收有价金属为主的研究方向,进行大掺量氰化尾渣综合利用研 究,真正达到黄金尾矿减量化与资源化的目的。
2)重点关注利用过程中污染物情况,在无害化 基础上,推动减量化和资源化,从污染物赋存状态、迁 移转化规律、去除控制技术方面入手,形成全过程无 害化体系。
3)积极推动相关标准、规范建立,尤其是氰化尾 渣在综合利用过程中,无相关环保和产品标准可依, 使得研究成果落地难,落地后污染隐患大。
4)改变综合利用研究分散现状,形成合力和体 系,完成集群化和集约化,完善跨区域综合利用协同 推进机制。
黄金尾矿的综合利用具有非常广阔的发展前景, 开展尾矿资源回收利用,对缓解黄金资源短缺压力, 延长黄金矿山服务年限具有重要作用。黄金矿山企 业应充分开发黄金尾矿,最大限度使黄金尾矿资源 化、利用化,达到人类、环境、资源和谐及可持续发展, 实现环境效益、经济效益与社会效益的统一。